Food Defense
- Featured Article Order: 1
The Food Safety Modernization Act (FSMA) has created a mandate for food manufacturers to safeguard against the deliberate contamination of food. While protection methods against intentional adulteration of food are not yet well defined by the FSMA, some basic principles should be utilized to limit food plants vulnerability to intentional acts.
Securing the perimeter of the site of a food plant is a first step in control. Limiting the access to the site through monitored entry points where persons entering the facility must check in before gaining access to the property will limit exposure. Fencing and other security barriers can be employed to control access to the site. In addition, all exterior doors should have limited access using a keycard system.
Security cameras and other surveillance systems may be used both outside and inside the facility to monitor activities in critical areas. However, surveillance systems can also have a detrimental effect on the mindset of well-intended employees who may feel violated by being continuously monitored. In addition, if a video surveillance system is not continually monitored, it will only function as a reactive system documenting egregious acts.
Training employees to be vigilant in spotting possible violations can also be an effective measure in preventing intentional adulteration. A workforce that is alert to suspicious or unusual activity provides real-time monitoring of food production operations. In addition, background checks and vetting of employee work history before bringing in new hires can help lessen potential issues created from internal staff.
Security efforts should also focus on the most vulnerable aspect of a food plant’s production operation. Though the vulnerability of each operation is site specific, here are some common areas on which to focus:
Receiving/Shipping Areas: Places where liquid and dry bulk ingredients and products are both received and shipped
Storage and Warehouse Areas: Silos and storage containers where bulk ingredients are stored, including liquid, dry, and solid ingredients
Ingredient Mix and Preparation Areas:Locations where the blending of dry and liquid ingredients is preformed
Mixing, Blending, Grinding Areas:Locations where the product is being reformed and/or combined with other products or ingredients
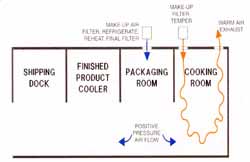
The ability to implement a solid food defense system is greatly influenced by the layout and design of the plant. Access to the site depends on the location of entry points. The system for monitoring visitors entering the building depends on the location of shipping/receiving, offices, and maintenance. Finally, securing critical storage and processing rooms from nefarious activity depends on internal accessibly to these areas.